

● Bu takım tezgahlarının tümü, entegre bir 4 raylı yatak yapısı benimser ve referans kılavuz raylar, tüm makinenin yüksek sertliğini, yüksek hassasiyetini ve stabilitesini sağlayan integral süper-audio söndürme benimser. Kılavuz raylar, servis ömrünü etkili bir şekilde garanti eden paslanmaz çelik kalkanlarla tamamen korunur.
● Sinek kesici öğütme kafası bileşeninin enine hareketli kılavuz rayı, yüksek hassasiyetli ağır hizmet tipi doğrusal silindirik haddeleme kılavuz rayları (yüksek hassasiyetli rulo tornalarında kullanılır) tarafından desteklenmektedir. İşleme sırasında sinek kesicinin besleme hareketinin yüksek hassasiyeti ve yüksek şiddetli gereksinimlerini karşılar.
● Sinek kesici şaft iletim zinciri, takım yörüngesinin CNC sisteminin program talimatlarını tam olarak yürütmesini sağlamak için 6 seviyeli hassas öğütülmüş dişliler kullanır ve iletim zincirinin düşük hassasiyeti ve zayıf sertliğinden kaynaklanan kırık araçlar gibi gizli kusurları ortadan kaldırır. Özellikle küçük boyutlu tungsten karbür silindir halkalarının ve yüksek sertlikli büyük boyutlu ruloların işlenmesinde, üstün performansı vurgulanır.
● Sinek kesici iğ, 60 mm'lik bir kontur kaburgası işleme gereksinimini karşılayabilen büyük bir H40 iş mili ucu benimser.
● Makine tezgahı, her bir besleme şaftını kontrol eden altı servo sürücü ile 6 eksenli Siemens üst düzey CNC sistemi ile donatılmıştır. Döner öğütme kafası ve salınım gravür freze kafası bağımsız olarak yapılandırılmış ve kontrol edilir (mekanik veya elektrik dönüşümü gerekmez). Ve makine aletinin her bir parçası arasında bir girişim yoktur. Rulonun tam inme işlemesi, rulonun bir kenetlenmesi ile elde edilebilir. İlk takım ayarını tamamladıktan sonra, tam otomatik bir zamanlar programda çapraz kaburga oluk sinek kesici frezeleme ve karakter ve desen gravür ve freze gerçekleştirmek mümkündür.
● Makine takımının uzunlamasına ve enine doğrusal hareket eksenleri, yanlış raf ve pinyon şanzımanını önlemek için yüksek hassasiyetli bilyalı vidalarla tahrik edilir. CNC sisteminin otomatik kontrolü altında, otomatik hareket ve bir delik deseninden diğerine hassas konumlandırma gerçekleştirilebilir.
● İş parçası iş mili şanzımanı, bakımsız olan, iletim doğruluğunu maksimum ölçüde sağlayan ve tepkiyi kontrol eden boşluksuz bir bağlantı yöntemi benimser. .
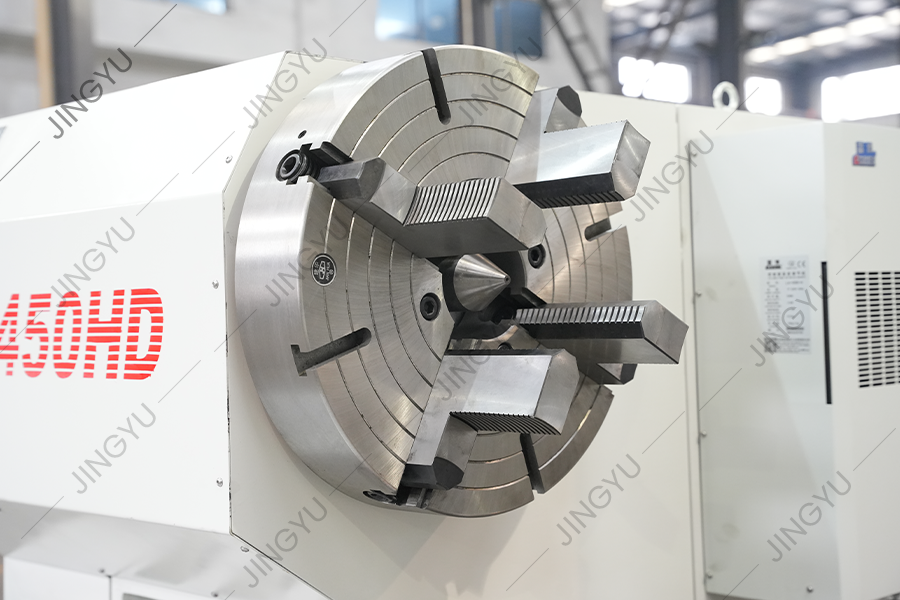


Otomatik CNC Rulo Freze Makinesi
-
-
İndeks Birim XK8450HD İş parçası malzemesi Dökme demir rulolar, yüksek hızlı çelik rulolar,
Kompozit rulolar, tungsten karbür rulo halkaları, vb.Uygulanabilir iş parçacığı özellikleri mm Φ5-60 Maks. iş parçası çapı mm Φ650 Maks. iş parçası uzunluğu mm 2500 Kesme modu ve işlevi Sinek kesici kesme kaburga olukları (hilal olukları, kontur kaburga olukları, vb.) Ve salıncak başı gravürü Fly Cutter iletim modu Saf 6 aşamalı dişli şanzımanı Makine Kılavuz Formu Integral 4-Rail (Saddle 2 Depolama 2) Makine Kılavuz Genişliği mm 900 (paslanmaz çelik kalkanla donatılmış) Fly Cutter Mil Hızı/Güç RPM/KW 0-600/3.5 Freze kafası mil hızı/güç RPM/KW 2000-8000/2.5 Düz stok kolunun çapı mm Φ180 Kontrol ekseni sayısı 6 Kontrol sistemi Siemens 828d Not: Diğer CNC sistemleri müşterilerin özel ihtiyaçlarına göre özelleştirilebilir. -
İlgili Ürünler
-

CNC Çentik ve İşaret Makinesi
Cat:CNC Rulo Freze Makinesi
XK9350 Serisi CNC İnce Roll Roll Crescent Groove Freze Makinesi, 500mm'den daha az ve 2500mm'den daha az çapa sahip ruloların işlenmesi i...
Ayrıntıları gör -

Ağır hizmet tipi CNC freze makinesi
Cat:CNC Rulo Freze Makinesi
Yüksek hızlı çelik rulo işleme problemleri göz önüne alındığında, XK8450 CNC Roll Freze Makinesi, şirketimizin XK9350 serisi temelinde geliştirilen...
Ayrıntıları gör -

Yüksek hassasiyetli CNC Rulo Torna
Cat:CNC Rulo Dönüş Torna
Bu takım tezgahları serisi esas olarak ruloları geçmek ve işlemek için kullanılır. Ayrıca ruloların dış dairesini ve rulo boynunu çevirebilir ve ay...
Ayrıntıları gör -

CNC dikey freze makinesi
Cat:Takviyeli hassas CNC freze makinesi
CNC takviyeli değirmencilik makinesi tam vites mili kutusu benimser ve mil şanzıman kısmı, büyük tork, düşük gürültü ve yüksek hassasiyetle 6'...
Ayrıntıları gör -

CNC TC Halka Taşlama Makinesi
Cat:CNC Roll Taşlama Makinesi
Rulo halkası oluşturan öğütücü, esas olarak yüksek hızlı çubuk çubuk üretimi için tungsten karbür silindir halkalarının öğütülmesi için kullanılır....
Ayrıntıları gör -

Kompozit Rulo Taşlama Makinesi
Cat:CNC Roll Taşlama Makinesi
MK8450 CNC rulo değirmeni esas olarak kaba öğütme, yarı bitişli taşlama, ince öğütme ve tungsten karbür silindir halkalarının, kompozit silindirler...
Ayrıntıları gör -

CNC Damalı Plaka Freze Makinesi
Cat:Diğer özel CNC makineleri
Şu anda, yurtiçinde ve yurtdışında desen rulo gravürü genellikle elektroliz yöntemi, sıradan yatay freze makinesi öğütme ve diğer işleme yöntemleri...
Ayrıntıları gör -

CNC Roll Gravür Makinesi
Cat:Diğer özel CNC makineleri
CNC Rulo Gravür Makinesi, çeşitli rulo uç yüz işaretlerinin işlenmesi için uygundur. Otomatik düzenleme yazılımı aracılığıyla, kullanıcı ihtiyaçlar...
Ayrıntıları gör -

EDM Elmas Tekerlek Soyunma Makinesi
Cat:Diğer özel CNC makineleri
MX250, metalurjik çelik fabrikalar için elmas tekerlekler oluşturmak ve giymek için kullanılan standart bir elmas tekerlek giyinme makinesidir. Giy...
Ayrıntıları gör -

Torna yedek parçaları
Cat:Yedek Parçalar ve Aksesuarlar
Bu dizi esas olarak CBN bıçakları, PCD bıçakları, aynalar, vidalar, vb.
Ayrıntıları gör




-
Modern hassas mühendislik, CNC dikey freze makinesi mikroskobik tekrarlanabi...
DEVAMINI OKU -
CNC Rulo Frezeleme Makineleri, Silindirik ve Karmaşık İş Parçaları için Eşsiz Hassasiyet Sağla...
DEVAMINI OKU -
Karar: CNC Makaralı Halkalı Torna Tezgahları Rulman Halkalarında Mikron Altı Toleranslara Ulaş...
DEVAMINI OKU -
Ağır Hizmet Rulo İşlemenin Endüstriyel Zorunluluğu ve Hassas Eşikleri CNC rulo kesme...
DEVAMINI OKU -
Ağır hizmet profil hadde merdanelerinin, inşaat demiri profil merdanelerinin ve oluklu kırma s...
DEVAMINI OKU
-
ADRES
3, Xinghe Yolu, Zhaxi Endüstri Parkı, Chongchuan Bölgesi, Nantong, Jiangsu Eyaleti, 226003, P.R.China
-
E -posta
info@rolllathe.com
-
TELEFON
+86-513-85636116
Telif Hakkı © Nantong Jingyu Machinery Co., Ltd. Tüm Hakları Saklıdır

